




“You can’t change what you can’t measure” Paul “Scooter” Brothers – Comp Cams.
I have to admit that over the last 16 years of doing field technical support for engine builders around the world, I’ve seen situations where the outcome didn’t fit the known pieces. Those situations have always bothered me, but over time I’ve come to learn that when the outcome doesn’t fit the known parts and pieces, you are missing a variable (or two).
Piston ring break-in and the oil used for that purpose has been one of those areas with a fair number of puzzling outcomes, at least until the last 12 months. For those that don’t know me, my Dad is Lake Speed, the former NASCAR driver and only American to win the World Karting Championship (he beat some guy named Aryton Senna). I also spent 16 years working for Joe Gibbs Racing and then Driven Racing Oil. During that time, I also became a member of the Society of Tribologists & Lubrication Engineers (STLE). Within STLE, I am a Certified Lubrication Specialist and Oil Monitoring Analyst. I also hold certificates in Metalworking Fluids, Gasoline and Diesel fuels, so yes, I am a complete engine and chemistry nerd.
A couple of years ago, I joined Total Seal piston rings, and that is where things got really interesting. You see, piston ring seal is like soup. It’s a combination of many ingredients that must all work together for the soup to be good. The piston rings must work with the cylinder bores, the pistons and the oil. It’s a combination. It’s soup, not steak.
So, what does that have to do with hidden variables? Simply put, cylinder bore surface finish is the hidden variable in “ring seal soup.”
I’m not talking about cross hatch angle. We can see and measure that. What I’m talking about is what we can’t see – surface roughness.
What does surface roughness have to do with “ring seal soup”? To properly answer that question, we first need to define proper lubrication using the 4 R’s.
Proper Lubrication is…Having the Right oil (defined as the correct type and viscosity of lubricant for the application), In the Right place (where the parts are located in the engine), At the Right time (when the part needs lubrication), and In the Right amount (enough lubricant to get the job done).
You may be wondering what lubrication has to do with “ring seal soup”? Well, the motor oil is the “gasket” that seals the piston to the piston rings and the piston rings to the cylinder walls. Again, there is a whole other article about the oil being the gasket, so let’s get back to answering our earlier question –what does surface roughness have to do with “ring seal soup”?
It is the valleys (AKA RvK) in the surface finish of the cylinder wall that holds the oil in the right place, at the right time and in the right amount.
The hidden variable that effected lubrication, which in turn effected ring seal has always been surface finish.
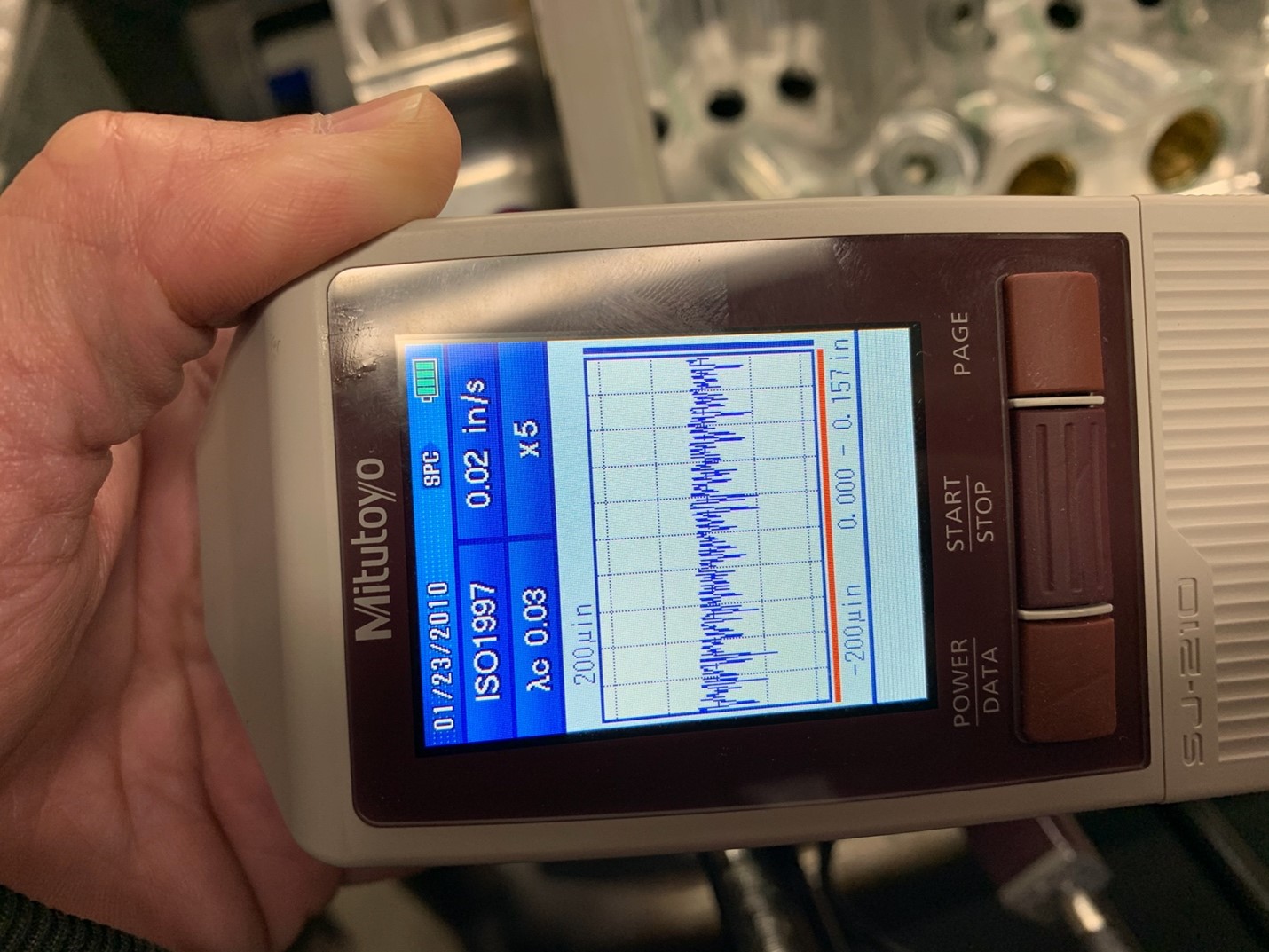
Without a profilometer to measure surface finish, this variable remains hidden because your eye can’t see in micro inches. What is a profilometer, you ask? It is a precision measuring device capable of tracing surface characteristics to a single micro inch (1 millionth of an inch).
Just for reference, 100 micro inches equals .1 of thousandth (.0001).
Keep that conversion in mind as we continue.
When looking at the graphical trace created by a profilometer, it becomes obvious that the majority of the valley in a good plateau finish is roughly 100 micro inches deep.
Without enough valley in the cylinder wall finish to retain oil, “ring seal soup” will either turn out bad or spoil quickly. As I have travelled around to engine shops this past couple of years with my profilometer in my backpack, I’ve seen a wide variety of surface finish measurements.
Between these field tests and actual dyno testing, the hidden variable is no longer hidden. You just need to correct tool to see it.
Let me give you an example. For several years I wondered how a couple of shops had great success using a certain oil for break-in that would never work in the engines I helped build and test. In fact, I had actual engine tests with measured wear data that proved a drastic difference between the two oils in question.
So why could these shops use one oil (let’s call it oil A) but not the other(let’s call it oil B)? Why couldn’t I use oil A but could use oil B? The differences were actually two-fold, but the common theme was surface roughness.
The shop successfully using oil A had a completely different surface finish than my SBC dyno mule engine. There was a good reason for these wildly different surface finishes. While my SBC was a grey cast iron block, the other engine was a Nikasil plated bore in an aluminum block.
These different bore materials required a different bore finish, which required a different oil chemistry to get the soup right.
Because Nikasil contains silicon nodules trapped in the metal matrix, it requires a smoother bore finish compared to grey cast iron. The smoother surface finish of Nikasil didn’t need the powerful boundary layer chemistry that the grey cast iron bores love.
At this point you may be saying that the difference in bore material is a known and primary variable, so why bring up the secondary variable of surface finish? Well, that is because sometimes Nikasil engines do respond well to the oil with the powerful boundary layer chemistry. Why is that? It’s because the inconsistency of the surface finish. When the surface finish is rougher, the rings are protected by the boundary layer lubrication chemistry, so the hidden variable that actually effects the “soup” is the surface finish - even over the cylinder bore metallurgy.
In conclusion, Scooter was right. You need to measure everything that can change the outcome of your “soup”.